- nr 8, droga Zaolin,
ulica Longxiang,
tongxiang, zhejiang, chiny - +86 573 89381086[email protected]
- Pliki do pobraniaBroszury PDF
Podróż zwoju stali rozpoczyna się na długo przed dotarciem do fabryki lub na plac budowy. Rozpoczyna się od surowców — rudy żelaza, węgla koksującego i wapienia — wprowadzanych do wielkiego pieca, gdzie są one przetapiane na ciekłą surówkę w temperaturach przekraczających 2700°F (1480°C). Stopione żelazo jest następnie przesyłane do zasadowego pieca tlenowego (BOF) lub elektrycznego pieca łukowego (EAF), gdzie usuwane są zanieczyszczenia, a zawartość węgla jest dokładnie dostosowywana w celu wytworzenia ciekłej stali o pożądanym składzie.
Ciekła stal jest odlewana w sposób ciągły w grube płyty – zwykle o grubości od 200 do 250 mm i szerokości do 2 metrów. Płyty te stanowią punkt wyjścia dla wszystkich wyrobów ze stali walcowanej płasko, łącznie z kręgami. Po odlaniu wlewki są albo natychmiast przetwarzane, albo ponownie podgrzewane w piecu do wygrzewania wlewków przed wprowadzeniem do walcarki taśm na gorąco, urządzenia najbardziej bezpośrednio odpowiedzialnego za produkcję zwojów stali walcowanej na gorąco.
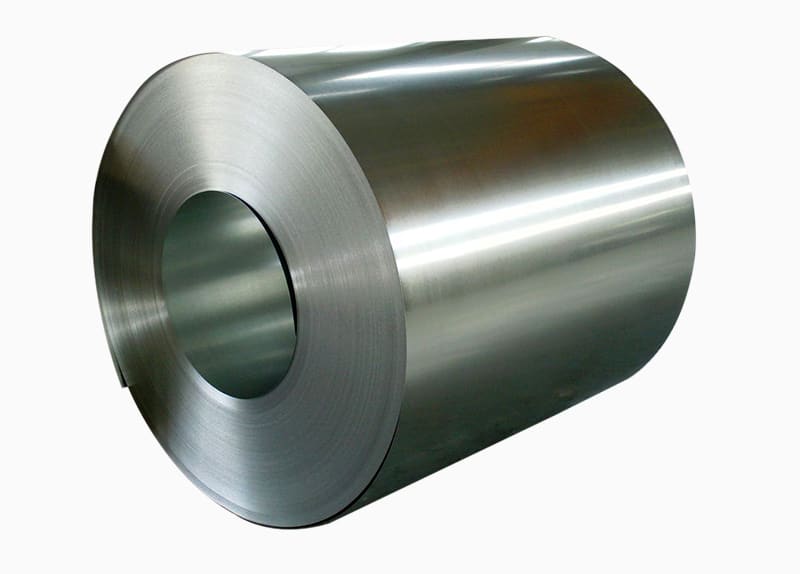
W walcowni do gorących taśm podgrzany wlewek jest stopniowo ściskany pomiędzy szeregiem klatek walcowniczych, przy czym każda z nich zmniejsza grubość, podczas gdy taśma wydłuża się i przyspiesza. Zanim taśma opuści stanowiska wykańczające, może poruszać się z prędkością 80 km/h lub większą i została zredukowana z płyty o grubości 250 mm do paska o grubości zaledwie 1,5 mm. Taśma jest następnie schładzana na stole wybiegowym przy użyciu kontrolowanych natrysków wody, a następnie nawijana w zwój za pomocą zwijarki w dół. Temperatura zwijania jest starannie zarządzana, ponieważ ma ona bezpośredni wpływ na mikrostrukturę i właściwości mechaniczne produktu końcowego.
Kręgi walcowane na gorąco można sprzedawać bezpośrednio do wielu zastosowań, ale w przypadku zastosowań wymagających węższych tolerancji, lepszej jakości powierzchni lub wyższej wytrzymałości konieczna jest dalsza obróbka. Krążek walcowany na gorąco jest najpierw trawiony – przepuszczany przez kąpiel kwasu solnego lub siarkowego – w celu usunięcia kamienia tlenkowego z powierzchni. W ten sposób powstaje zwój trawiony i naoliwiony (P&O), który można wykorzystać bezpośrednio lub przekazać do walcowania na zimno.
W walcowni zimnej grubość trawionej taśmy ulega dalszej redukcji w temperaturze pokojowej, zwykle o 50–90% jej grubości wejściowej. To radykalnie poprawia płaskość, wykończenie powierzchni i precyzję wymiarową, jednocześnie zwiększając granicę plastyczności poprzez utwardzanie przez zgniot. Cewka walcowana na zimno jest następnie wyżarzana – podgrzewana w piecu z kontrolowaną atmosferą – w celu przywrócenia ciągliwości utraconej podczas obróbki na zimno. Nowoczesne linie do ciągłego wyżarzania umożliwiają obróbkę zwojów z dużą prędkością, natomiast wyżarzanie wsadowe (z wykorzystaniem pieców dzwonowych) stosowane jest w przypadku produktów wymagających bardzo miękkiego temperamentu.
Po wyżarzaniu zwoje walcowane na zimno zwykle przechodzą przez walcowanie odpuszczające — lekkie zmniejszenie o około 0,5–2% — co eliminuje wydłużenie granicy plastyczności (zjawisko, które mogłoby powodować powstawanie na powierzchni śladów zwanych liniami Lüdersa podczas formowania) i poprawia wykończenie powierzchni i płaskość taśmy. Cewki z wadami płaskości można również poddać obróbce za pomocą linii wyrównującej naprężenie, która rozciąga taśmę w celu usunięcia fal, zestawu cewek lub kuszy.
Duża część zwojów stali stosowanych na całym świecie otrzymuje powłokę ochronną lub dekoracyjną, zanim dotrą do użytkownika końcowego. Linie do powlekania to ciągłe, szybkie operacje, podczas których taśma stalowa jest czyszczona, poddawana wstępnej obróbce, powlekana i suszona lub utwardzana w jednym przejściu przez linię. Rodzaj nałożonej powłoki określa odporność na korozję, odkształcalność, możliwość malowania i wygląd powierzchni produktu końcowego.
Na linii ciągłego cynkowania ogniowego taśma stalowa jest czyszczona i wyżarzana w atmosferze ochronnej, a następnie zanurzana w kąpieli stopionego cynku o temperaturze około 460°C. Gdy taśma opuszcza zbiornik cynkowy, noże powietrzne zdmuchują nadmiar cynku, aby kontrolować grubość powłoki. Gramatura powłoki cynkowej – wyrażona w gramach na metr kwadratowy (g/m²) – waha się od Z60 (60 g/m²) do lekkich zastosowań wewnętrznych do Z275 (275 g/m²) do wymagających zastosowań zewnętrznych lub konstrukcyjnych. Cynk metalurgicznie wiąże się z powierzchnią stali, zapewniając ochronę barierową oraz ochronę katodową (profiarową), która zapobiega rozprzestrzenianiu się rdzy nawet w przypadku zarysowania powłoki.
Powlekanie zwojów jest jednym z najbardziej wydajnych procesów malowania w produkcji. Taśma stalowa przechodzi przez szereg etapów chemicznej obróbki wstępnej, nakładania podkładu i nakładania powłoki nawierzchniowej za pomocą powlekarek walcowych, z piecami do utwardzania pomiędzy każdym etapem. Cały proces odbywa się w jednym ciągłym przejściu przy prędkości taśmy do 200 metrów na minutę. Rezultatem jest wstępnie pomalowana cewka stalowa o bardzo spójnym, trwałym wykończeniu, które eliminuje potrzebę malowania poprodukcyjnego. Powłoki obejmują poliester, PVDF (polifluorek winylidenu), SMP (poliester modyfikowany krzemem) i plastizol, z których każda oferuje inne kompromisy pod względem elastyczności, odporności na promieniowanie UV i odporności chemicznej.
Cewki stalowe są klasyfikowane zgodnie z normami krajowymi i międzynarodowymi, które definiują akceptowalny skład chemiczny, właściwości mechaniczne, tolerancje wymiarowe i jakość powierzchni. Główne systemy standardów, z którymi się spotkasz, to:
| System standardowy | Pochodzenie | Typowe przykłady ocen | Typowe zastosowanie |
| JIS (japoński standard przemysłowy) | Japonia | SPCC, SPCD, SGCC, SGHC | Motoryzacja, AGD, budownictwo |
| EN (norma europejska) | Europa | DC01, DC04, DX51D, S355 | Wyroby ogólnoformujące, konstrukcyjne, powlekane |
| ASTM (Amerykańskie Towarzystwo Badań i Materiałów) | USA | A1008, A1011, A653, A36 | Wyroby budowlane, przemysłowe, ocynkowane |
| GB (Guojia Biaozhun) | Chiny | Q235, Q345, ST12, ST14 | Konstrukcyjne, formowanie na zimno, ciągnienie |
Wiele z tych oznaczeń gatunków jest zasadniczo równoważnych pod względem właściwości materiałowych, mimo że konwencje nazewnictwa są różne. Na przykład JIS SPCC, EN DC01 i ASTM A1008 CS Typ B to stale walcowane na zimno o standardowej jakości handlowej i zasadniczo podobnych właściwościach. Pracując w międzynarodowych łańcuchach dostaw, zawsze żądaj dokumentacji porównawczej lub poproś metalurga o potwierdzenie równoważności przed wymianą gatunków.

Cewki stalowe stanowią podstawę nowoczesnej produkcji. Sama wszechstronność stali walcowanej płaskiej – w jej różnych formach, gatunkach i powłokach – oznacza, że pojawia się ona praktycznie w każdym sektorze gospodarki. Oto przegląd najważniejszych obszarów zastosowań:
Przemysł motoryzacyjny jest jednym z największych konsumentów zwojów stali na świecie. Walcowane na zimno i ocynkowane kręgi są tłoczone na panelach nadwozia, poszyciach drzwi, maskach, błotnikach i wzmocnieniach konstrukcyjnych. Cewki ze stali o wysokiej i bardzo wysokiej wytrzymałości (UHSS) – o granicy plastyczności przekraczającej 600 MPa – są coraz częściej stosowane w częściach o krytycznym znaczeniu dla bezpieczeństwa, takich jak słupki B, belki drzwi i wzmocnienia zderzaków, gdzie pochłaniają energię zderzenia, umożliwiając jednocześnie producentom samochodów zmniejszenie masy i osiągnięcie celów w zakresie oszczędności paliwa.
Wstępnie pomalowane i ocynkowane kręgi stalowe są formowane na rolkach w panele dachowe, okładziny ścienne, płatwie, kołki stalowe i obróbki blacharskie. Walcowane na gorąco zwoje konstrukcyjne są cięte i formowane w puste kształtowniki, kątowniki i kanały stosowane w budynkach o konstrukcji stalowej, magazynach i konstrukcjach przemysłowych. Zapotrzebowanie sektora budowlanego na kręgi powlekane jest w dużej mierze napędzane zapotrzebowaniem na trwałe i niewymagające konserwacji przegród budowlanych we wszystkich warunkach klimatycznych.
Bębny pralek, szafki lodówek, wykładziny piekarników i obudowy klimatyzatorów są wykonane z walcowanych na zimno lub wstępnie malowanych zwojów stali. Przemysł urządzeń wymaga stałej jakości powierzchni i wąskich tolerancji grubości, aby zapewnić możliwość formowania, spawania i malowania paneli bez wad. Cewki stalowe powlekane odporną na odciski palców – ze specjalną obróbką powierzchni, która minimalizuje widoczne ślady palców – stają się coraz bardziej popularne w przypadku najwyższej jakości wykończeń urządzeń.
Blacha biała – stal walcowana na zimno pokryta bardzo cienką warstwą cyny – jest jednym z oryginalnych wyrobów stalowych powlekanych i pozostaje niezastąpiona w produkcji puszek do żywności i napojów, pojemników po aerozolu i puszek po farbach. Zastosowana stal musi być wyjątkowo cienka (zaledwie 0,1 mm), bardzo płaska i wolna od wad powierzchniowych, aby mogła powstać przy dużych prędkościach nowoczesnych linii do produkcji puszek. Stal bezcynowa (TFS), pokryta tlenkiem chromu zamiast cyny, jest również szeroko stosowana jako opłacalna alternatywa w opakowaniach innych niż żywność.
Cewki stalowe odgrywają coraz większą rolę w sektorze energetycznym. Cewki ze stali elektrotechnicznej — taśmy walcowane na zimno ze stopu krzemu i dokładnie kontrolowanych właściwościach magnetycznych — są wykrawane w laminaty na rdzenie silników elektrycznych i rdzenie transformatorów. Wraz ze wzrostem liczby pojazdów elektrycznych i instalacji wykorzystujących energię odnawialną rośnie zapotrzebowanie na wysokowydajne stalowe cewki elektryczne. Systemy montażu paneli słonecznych, sekcje wież wiatrowych i stale rurociągów są również produkowane z wyrobów z kręgów walcowanych płasko.
Nawet z renomowanych hut zwoje stali mogą posiadać wady — niektóre odziedziczone w procesie produkcji stali, inne powstałe podczas walcowania, powlekania lub zwijania. Rozpoznanie tych wad pomaga podjąć decyzję, czy materiał nadaje się do użytku, wymaga obniżenia jakości czy też należy go odrzucić. Do najpopularniejszych typów defektów zalicza się:
Dzięki wysokim właściwościom antykorozyjnym są popularne ...
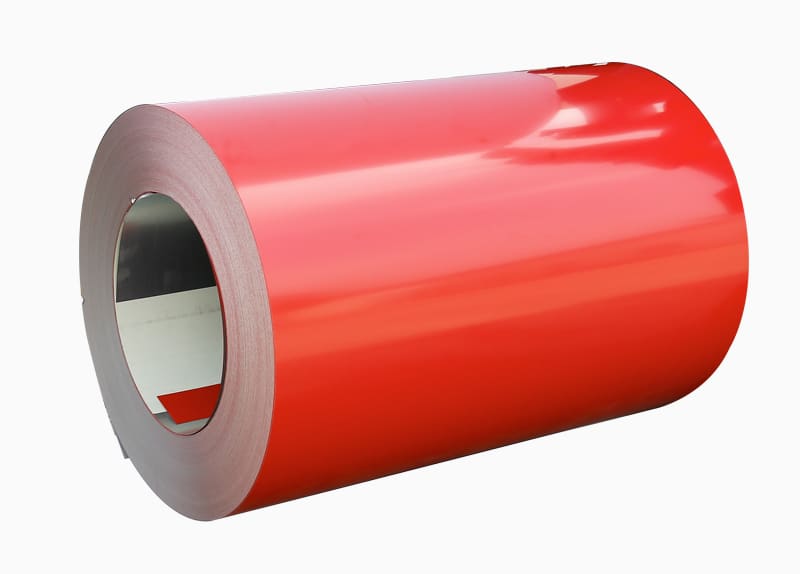
Pełna nazwa COIL PPGI / PPGL to wstępnie pomalowana cewka...
Port: Zhejiang, Chiny Zalety naszej pomalowanej cewki ...

ZASTOSOWANIE PPGI Konstrukcja:Na zewnątrz:warsztat, ma...




