- nr 8, droga Zaolin,
ulica Longxiang,
tongxiang, zhejiang, chiny - +86 573 89381086[email protected]
- Pliki do pobraniaBroszury PDF
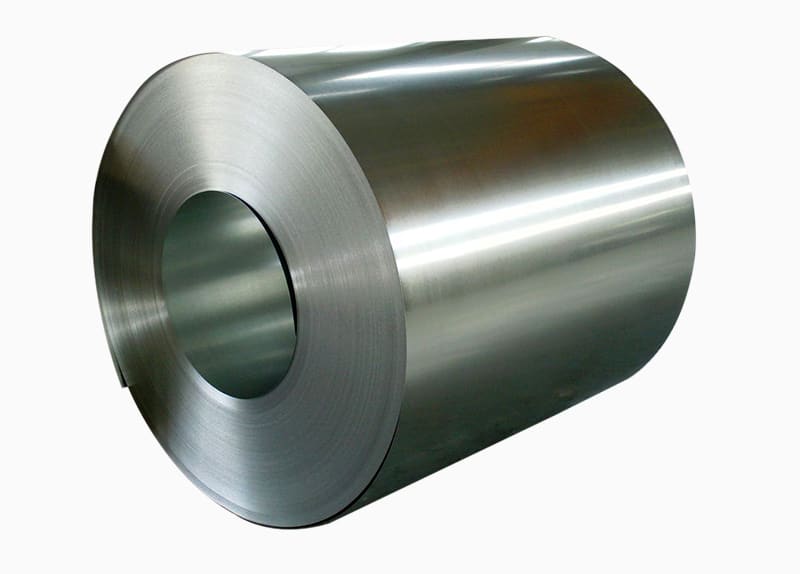
Zwoje stali walcowanej na gorąco są jedną z najczęściej stosowanych form stali w nowoczesnej produkcji i budownictwie. Te duże rolki blachy stalowej są produkowane w procesie walcowania w wysokiej temperaturze, w wyniku którego powstaje wszechstronny materiał odpowiedni do wszystkiego, od konstrukcji budowlanych po ramy samochodów. Jeśli pracujesz w budownictwie, produkcji lub przemyśle metalowym, zrozumienie zwojów stali walcowanej na gorąco może pomóc w dokonywaniu lepszych wyborów materiałowych, kontrolowaniu kosztów i osiąganiu doskonałych wyników w projektach.
Cewki ze stali walcowanej na gorąco powstają w procesie produkcyjnym, który przekształca surową stal w płaskie, elastyczne arkusze zwinięte w masywne zwoje. Oznaczenie „walcowanie na gorąco” odnosi się do temperatury, w której stal jest przetwarzana – powyżej temperatury rekrystalizacji, zwykle ponad 1700°F. Ta obróbka wysokotemperaturowa nadaje stali walcowanej na gorąco jej charakterystyczne właściwości i odróżnia ją od alternatyw walcowanych na zimno.
Proces produkcyjny rozpoczyna się w hucie stali, gdzie surowce, w tym ruda żelaza, węgiel i wapień, są stapiane w wielkich piecach w celu wytworzenia stopionej stali. Ten ciekły metal jest następnie odlewany w duże prostokątne płyty zwane wykwitami lub kęsami. Te półprodukty mogą ważyć kilka ton i służyć jako punkt wyjścia do procesu walcowania na gorąco.
Po uformowaniu płyty są ponownie podgrzewane w wyspecjalizowanych piecach do temperatury przekraczającej 2000°F, aż zaczną świecić jasnopomarańczowo lub żółto. To ekstremalne ciepło sprawia, że stal jest plastyczna i gotowa do walcowania. Ogrzane płyty przechodzą następnie przez szereg masywnych walcarek, które stopniowo zmniejszają grubość, zwiększając jednocześnie długość. Pomyśl o tym jak o wałkowaniu ciasta – każde przejście przez wałki sprawia, że stal jest cieńsza i dłuższa.
Gdy stal przechodzi przez wiele walcowni, walce pod wysokim dociskiem ściskają ją i kształtują w coraz cieńsze arkusze. Liczba przejść i zastosowany nacisk określają ostateczną grubość cewki. Nowoczesne huty wykorzystują skomputeryzowane sterowanie w celu utrzymania precyzyjnych tolerancji grubości na całej długości kręgu, który może rozciągać się na setki stóp.
Po osiągnięciu pożądanej grubości gorąca blacha stalowa przechodzi przez złoża chłodzące lub natryski wodne, aby obniżyć temperaturę w kontrolowany sposób. Ten proces chłodzenia wpływa na końcowe właściwości mechaniczne stali i strukturę ziaren. Na koniec schłodzoną stal nawija się w ciasne zwoje przy użyciu specjalistycznego sprzętu do zwijania. Te gotowe kręgi mogą ważyć od 10 do 30 ton i mieć szerokość od 3 do 6 stóp, gotowe do wysyłki do producentów i wytwórców na całym świecie.
Kręgi stali walcowanej na gorąco charakteryzują się odrębnymi właściwościami fizycznymi i mechanicznymi, które wynikają bezpośrednio z ich obróbki w wysokiej temperaturze. Zrozumienie tych cech pomaga określić, kiedy stal walcowana na gorąco jest właściwym wyborem dla Twojego zastosowania.
Wykończenie powierzchni stali walcowanej na gorąco jest jedną z jej najbardziej rozpoznawalnych cech. Ponieważ stal jest obrabiana w wysokich temperaturach, podczas chłodzenia na powierzchni tworzy się warstwa kamienia z tlenku żelaza. Skala ta nadaje stali walcowanej na gorąco charakterystyczny szorstki, lekko wżerowany wygląd i ciemnoszary kolor. Chociaż niektóre zastosowania wymagają usunięcia tej zgorzeliny poprzez trawienie lub śrutowanie, w wielu zastosowaniach wykorzystuje się to wykończenie przemysłowe w niezmienionym stanie.
Tolerancje wymiarowe stali walcowanej na gorąco są na ogół luźniejsze niż alternatywy walcowane na zimno. Obróbka w wysokiej temperaturze sprawia, że utrzymanie niezwykle rygorystycznych specyfikacji dotyczących grubości i szerokości jest wyzwaniem. Typowe tolerancje grubości mieszczą się w zakresie od ±0,030 do ±0,060 cala, w zależności od grubości i gatunku materiału. W przypadku zastosowań wymagających dokładnych wymiarów może być konieczna stal walcowana na zimno lub dodatkowa obróbka.
Właściwości mechaniczne stali walcowanej na gorąco obejmują dobrą ciągliwość i odkształcalność, dzięki czemu nadaje się ona do gięcia, tłoczenia i innych procesów produkcyjnych. Materiał wykazuje umiarkowaną wytrzymałość na rozciąganie, zwykle w zakresie od 400 do 550 MPa, w zależności od konkretnego gatunku. Granica plastyczności zmienia się podobnie w zależności od składu i parametrów przetwarzania. Te właściwości sprawiają, że kręgi walcowane na gorąco są idealne do zastosowań konstrukcyjnych, gdzie istotna jest wysoka wytrzymałość połączona z urabialnością.
Naprężenia wewnętrzne w stali walcowanej na gorąco są minimalne, ponieważ materiał stygnie naturalnie po obróbce bez dodatkowej obróbki na zimno. Ten stan bez naprężeń sprawia, że stal walcowana na gorąco jest mniej podatna na wypaczenia lub sprężynowanie podczas produkcji, co jest znaczącą zaletą podczas formowania dużych części lub skomplikowanych kształtów.
Cewki ze stali walcowanej na gorąco są dostępne w wielu gatunkach i specyfikacjach przeznaczonych do różnych zastosowań i wymagań wydajnościowych. Wybór odpowiedniego gatunku gwarantuje, że projekt spełni cele konstrukcyjne, odkształcalne i kosztowe.
| Oznaczenie klasy | Charakterystyka podstawowa | Typowe zastosowania |
| A36 | Ogólna stal konstrukcyjna, dobra spawalność, wydajność 36 ksi | Budynki, mosty, ogólna prefabrykacja |
| ASTM A1011 | Blachy walcowane na gorąco ze stali węglowej, różne poziomy wytrzymałości | Części samochodowe, AGD, konstrukcje metalowe |
| HSLA (A572) | Wysokowytrzymały, niskostopowy, wydajność 50-65 ksi, poprawiona wytrzymałość | Sprzęt ciężki, zbiorniki ciśnieniowe, podpory konstrukcyjne |
| Klasa SS 40 | Jakość strukturalna, minimalna wydajność 40 ksi, klasa ekonomiczna | Ramy, niekrytyczne elementy konstrukcyjne |
| CS Typ B | Jakość handlowa, umiarkowana odkształcalność | Regały, obudowy, zastosowania lekkie |
| DDS (jakość rysunku) | Doskonała odkształcalność przy operacjach głębokiego tłoczenia | Panele nadwozia samochodowego, złożone części formowane |
Poza tymi standardowymi gatunkami, specjalistyczne zwoje walcowane na gorąco służą specyficznym potrzebom przemysłu. Gatunki stali odpornej na warunki atmosferyczne, takie jak A588, wytwarzają ochronną patynę przed rdzą, która eliminuje potrzebę malowania w zastosowaniach zewnętrznych. Gatunki odporne na ścieranie, takie jak AR400 lub AR500, zapewniają wyjątkową twardość do zastosowań takich jak podwozia wywrotek lub sprzęt górniczy, gdzie odporność na zużycie ma kluczowe znaczenie.
Zakresy grubości zwojów walcowanych na gorąco zazwyczaj wahają się od 0,050 cala (1,27 mm) do 0,500 cala (12,7 mm) lub więcej, chociaż najczęstszy zakres mieści się w zakresie od 0,075 do 0,250 cala. Cieńsze grubości zapewniają lepszą odkształcalność, podczas gdy grubsze materiały zapewniają większą wytrzymałość strukturalną. Szerokość waha się od 24 cali do ponad 72 cali, przy czym 48 i 60 cali to standardowe rozmiary, które minimalizują straty w wielu zastosowaniach.
Wybór pomiędzy kręgami ze stali walcowanej na gorąco i na zimno stanowi jedną z najbardziej podstawowych decyzji przy wyborze metalu. Każda metoda przetwarzania tworzy odrębne właściwości, które odpowiadają różnym zastosowaniom, a zrozumienie tych różnic pozwala uniknąć kosztownych błędów w specyfikacji materiału.
Podstawową różnicą jest temperatura podczas przetwarzania. Stal walcowana na gorąco jest kształtowana w temperaturach powyżej 1700°F, podczas gdy materiał pozostaje w stanie zmiękczonym. Z drugiej strony stal walcowana na zimno jest przetwarzana w temperaturze pokojowej po rozpoczęciu od walcowania na gorąco zwojów. Ta obróbka na zimno utwardza stal poprzez utwardzanie przez zgniot i pozwala na ściślejszą kontrolę wymiarów.
Jakość wykończenia powierzchni znacznie się różni w obu przypadkach. Stal walcowana na gorąco ma szorstką, złuszczającą się powierzchnię powstałą w wyniku utleniania w wysokiej temperaturze. Stal walcowana na zimno ma gładkie, czyste wykończenie i jasny wygląd, ponieważ zgorzelina jest usuwana podczas przetwarzania, a materiał przechodzi dodatkowe etapy wykańczania. Jeśli Twoje zastosowanie wymaga malowania, platerowania lub polerowania, stal walcowana na zimno zapewnia lepszą powierzchnię wyjściową.
Precyzja wymiarowa zdecydowanie faworyzuje produkty walcowane na zimno. Obróbka w temperaturze pokojowej pozwala producentom zachować znacznie węższe tolerancje, przy różnicach grubości tak małych jak ± 0,005 cala w porównaniu do ± 0,030 cala lub więcej w przypadku walcowania na gorąco. Zastosowania wymagające precyzyjnego dopasowania, stałych promieni zgięcia lub jednolitego wyglądu korzystają z doskonałej kontroli wymiarów stali walcowanej na zimno.
Względy kosztowe generalnie faworyzują stal walcowaną na gorąco, ponieważ wymaga ona mniejszej liczby etapów przetwarzania i mniej energii do wytworzenia. Zwoje walcowane na gorąco kosztują zazwyczaj 10–20% mniej niż równoważny materiał walcowany na zimno. W przypadku dużych projektów konstrukcyjnych, gdzie wykończenie powierzchni i wąskie tolerancje nie są krytyczne, stal walcowana na gorąco zapewnia znaczne oszczędności bez utraty wydajności.
Charakterystyki wytrzymałościowe i twardości różnią się ze względu na metody przetwarzania. Stal walcowana na zimno jest twardsza i mocniejsza niż walcowana na gorąco tego samego gatunku ze względu na hartowanie podczas obróbki na zimno. Jednak ta zwiększona wytrzymałość wiąże się ze zmniejszoną ciągliwością, przez co stal walcowana na zimno jest bardziej podatna na pękanie podczas ciężkich operacji formowania. Połączenie umiarkowanej wytrzymałości i doskonałej ciągliwości stali walcowanej na gorąco sprawia, że idealnie nadaje się do zastosowań wymagających znacznego formowania lub zginania.
Cewki stali walcowanej na gorąco służą jako podstawowe surowce w praktycznie każdym sektorze przemysłu. Ich wszechstronność, wytrzymałość i opłacalność czynią je niezbędnymi w niezliczonych zastosowaniach, od ogromnych projektów infrastrukturalnych po produkty codziennego użytku.
Branża budowlana jest największym konsumentem zwojów stali walcowanej na gorąco. Stal konstrukcyjna do budynków, mostów i infrastruktury opiera się w dużej mierze na produktach walcowanych na gorąco. Producenci budynków metalowych przekształcają zwoje walcowane na gorąco w panele ścienne, pokrycia dachowe i elementy ram konstrukcyjnych. Wysoki stosunek wytrzymałości do masy materiału pozwala inżynierom projektować wydajne konstrukcje, które minimalizują zużycie materiału, a jednocześnie spełniają wymagania dotyczące obciążenia. Materiały wzmacniające, belki nośne i elementy fundamentów zwykle zaczynają się od kręgów walcowanych na gorąco.
Produkcja samochodów zużywa ogromne ilości stali walcowanej na gorąco na ramy pojazdów, elementy podwozia i wzmocnienia konstrukcyjne. Podczas gdy zewnętrzne panele nadwozia zwykle wykorzystują stal walcowaną na zimno lub powlekaną w celu zapewnienia jakości powierzchni, podstawowa konstrukcja większości pojazdów zawiera stal walcowaną na gorąco ze względu na jej wytrzymałość i odkształcalność. Ramy pojazdów ciężarowych, belki poprzeczne i elementy zawieszenia szczególnie czerpią korzyści z połączenia wytrzymałości i opłacalności stali walcowanej na gorąco.
Produkcja rur i rurek rozpoczyna się od zwojów walcowanych na gorąco, które są cięte na paski, a następnie formowane w profile okrągłe lub kształtowe. Zarówno w procesach produkcji rur spawanych, jak i bez szwu wykorzystuje się stal walcowaną na gorąco jako surowiec. Rurociągi naftowe i gazowe, rury konstrukcyjne, rury mechaniczne i niezliczone inne produkty rurowe wywodzą się ze stali walcowanej na gorąco.
Producenci ciężkiego sprzętu i maszyn polegają na stali walcowanej na gorąco do wszystkiego, od lemieszy spycharek po ramy narzędzi rolniczych. Materiał jest odporny na użytkowanie sprzętu do robót ziemnych, maszyn górniczych i przemysłowych urządzeń produkcyjnych. Odporne na zużycie gatunki walcowane na gorąco szczególnie wyróżniają się w zastosowaniach związanych z uderzeniami, ścieraniem lub dużymi obciążeniami.
Chociaż kręgi ze stali walcowanej na gorąco można stosować w stanie po walcowaniu do wielu zastosowań, różne obróbki powierzchni poprawiają wydajność, wygląd i odporność na korozję. Zrozumienie tych opcji pomoże Ci określić odpowiednie przygotowanie powierzchni do konkretnych wymagań.
Trawienie usuwa zgorzelinę walcowniczą ze stali walcowanej na gorąco za pomocą kąpieli chemicznej, zwykle przy użyciu kwasu solnego lub siarkowego. Proces ten ujawnia czystą stal znajdującą się pod spodem, tworząc szarą, matową powierzchnię wolną od utleniania. Po wytrawieniu stal zostaje pokryta lekką powłoką olejową, która zapobiega rdzewieniu podczas przechowywania i transportu. Trawiona i olejowana stal walcowana na gorąco, często nazywana HRPO, zapewnia doskonałą powierzchnię do spawania, malowania lub dalszej obróbki. Kosztuje nieco więcej niż standardowa stal walcowana na gorąco, ale znacznie mniej niż stal walcowana na zimno, oferując jednocześnie czystszą powierzchnię wyjściową.
Cewki walcowane na gorąco można cynkować poprzez zanurzenie ich w stopionym cynku w celu utworzenia powłoki ochronnej. Ta ocynkowana stal walcowana na gorąco, często nazywana ocynkowaną z przeżarzaniem po obróbce cieplnej po pokryciu, zapewnia doskonałą odporność na korozję w zastosowaniach zewnętrznych. Powłoka cynkowa poświęca się, aby chronić stal pod spodem przed rdzą i utlenianiem. Ocynkowane kręgi walcowane na gorąco są popularne do pokryć dachowych, bocznic, kanałów i wszelkich zastosowań narażonych na działanie warunków atmosferycznych lub wilgoci.
Mechaniczne odkamienianie poprzez śrutowanie wykorzystuje cząstki stali lub ceramiki o dużej prędkości do fizycznego usunięcia zgorzeliny walcowniczej i stworzenia teksturowanego profilu powierzchni. Obróbka ta przygotowuje stal do nakładania powłok, zapewniając szorstką powierzchnię, która poprawia przyczepność farby. Śrutowanie jest powszechne w przypadku stali konstrukcyjnej, która będzie malowana w terenie lub w zastosowaniach wymagających określonych parametrów chropowatości powierzchni.
Wielu producentów nakłada farbę lub powłokę proszkową na części stalowe walcowane na gorąco po ich wyprodukowaniu. Właściwe przygotowanie powierzchni obejmujące oczyszczenie, odtłuszczenie, a czasami nałożenie powłok konwersyjnych zapewnia dobrą przyczepność farby i długotrwałą ochronę antykorozyjną. Malowanie proszkowe staje się coraz bardziej popularne ze względu na trwałość, korzyści dla środowiska i szeroki wybór kolorów.
Kupowanie zwojów stali walcowanej na gorąco wymaga zrozumienia dynamiki rynku, mechanizmów cenowych i praktycznej logistyki, które wpływają na całkowity koszt nabycia. Inteligentne strategie zakupów mogą generować znaczne oszczędności, zapewniając jednocześnie dostępność materiałów, kiedy ich potrzebujesz.
Ceny metali nieszlachetnych podlegają ciągłym wahaniom w zależności od globalnej podaży i popytu, kosztów surowców i warunków ekonomicznych. Ceny stali podawane są zazwyczaj za tonę lub cetnar (cwt) i różnią się w zależności od regionu, huty i bieżących warunków rynkowych. Do głównych czynników wpływających na ceny należą koszty rudy żelaza, ceny energii, dostępność złomu oraz polityka handlu międzynarodowego, w tym taryfy i kontyngenty.
Dodatki i dopłaty zwiększają cenę podstawową i mogą znacząco wpłynąć na koszt całkowity. Typowe dopłaty obejmują dodatki stopowe dla określonego składu chemicznego, dodatki rozmiarowe w przypadku niestandardowych szerokości lub grubości, dodatki ilościowe w przypadku małych zamówień oraz dodatki przetwórcze w przypadku specjalnej obróbki powierzchni. Niektóre huty stosują również dopłaty paliwowe, opłaty za fracht lub inne opłaty, które różnią się w zależności od warunków rynkowych. Zawsze żądaj szczegółowej wyceny z podziałem na te elementy, aby móc dokładnie porównać oferty.
Ilość zamówienia znacząco wpływa na cenę jednostkową. Huty wolą produkować duże serie o tej samej specyfikacji, aby zmaksymalizować wydajność, dlatego małe zamówienia zazwyczaj wiążą się z wyższymi cenami. Punkty przerwania różnią się w zależności od huty, ale zamówienia o masie 20–40 ton lub większej zazwyczaj zapewniają lepszą cenę niż mniejsze ilości. Należy jednak zrównoważyć rabaty ilościowe z kosztami utrzymywania zapasów i ryzykiem starzenia się — zakup większej ilości, niż można wykorzystać w rozsądnym terminie, może zniweczyć widoczne oszczędności.
Czas realizacji różni się w zależności od tego, czy zamawiasz bezpośrednio w fabryce, czy w centrum serwisowym. Zamówienia składane bezpośrednio w fabryce wymagają zazwyczaj 6–12 tygodni na produkcję i dostawę, podczas gdy centra serwisowe magazynują produkty w typowych rozmiarach, aby zapewnić natychmiastową dostępność. Centra serwisowe doliczają marżę do cen walcowni, ale zapewniają cenne usługi, w tym cięcie na długość, cięcie wzdłużne i mniejsze ilości minimalne.
Strategie zakupów kontraktowych i spotowych oferują zalety. Kontrakty długoterminowe ustalają ceny dla wielu dostaw na przestrzeni miesięcy lub lat, chroniąc przed skokami cen, ale potencjalnie tracąc możliwości w przypadku spadku cen. Kupowanie kasowe zapewnia elastyczność zakupów w czasie na sprzyjających rynkach, ale naraża Cię na zmienność cen. Wiele firm stosuje podejście hybrydowe, kontraktując na podstawowe potrzeby i kupując spot w odpowiedzi na zmienny popyt.
Właściwe przechowywanie i obsługa zwojów stali walcowanej na gorąco chroni Twoją inwestycję i zapewnia, że materiał pozostanie w dobrym stanie aż do momentu użycia. Te masywne, ciężkie przedmioty wymagają specjalnych środków ostrożności, aby zapobiec uszkodzeniom, obrażeniom i pogorszeniu jakości.
Magazynowanie kręgów wymaga odpowiedniej przestrzeni i odpowiednich konstrukcji wsporczych. Przechowuj cewki w pozycji pionowej na drewnianych lub metalowych siodełkach, które równomiernie rozkładają ciężar i zapobiegają obciążeniom punktowym, które mogłyby zdeformować cewkę. Nigdy nie układaj zwojów poziomo, ponieważ ciężar może spowodować trwałe zmiażdżenie wewnętrznych owinięć. Zachowaj co najmniej 6 cali prześwitu pomiędzy podłożem a dnem wężownicy, aby zapobiec gromadzeniu się wilgoci i tworzeniu się rdzy. Idealnym rozwiązaniem jest przechowywanie w pomieszczeniu, ale jeśli konieczne jest przechowywanie na zewnątrz, przykryj zwoje wodoodporną plandeką, umożliwiając jednocześnie cyrkulację powietrza, aby zapobiec kondensacji.
Kontrola środowiska zapobiega korozji i problemom z jakością. Goła powierzchnia stali walcowanej na gorąco jest podatna na rdzę pod wpływem wilgoci. Jeśli to możliwe, w pomieszczeniach magazynowych należy utrzymywać wilgotność poniżej 50% i zapewnić dobrą wentylację, aby zapobiec kondensacji. Nawet w cewkach pokrytych olejem może pojawić się rdza, jeśli są przechowywane w wilgotnych warunkach przez dłuższy czas. W niektórych zakładach w obszarach magazynowania materiałów krytycznych stosowane są osuszacze lub dodatki hamujące korozję.
Procedury bezpiecznego postępowania są niezbędne, biorąc pod uwagę wagę i rozmiar zwojów stali. Typowa cewka waży 15–30 ton i wymaga suwnic, podnośników cewek lub specjalistycznego sprzętu do przemieszczania. Nigdy nie używaj dławików ani zawiesi, które mogłyby uszkodzić krawędzie zwojów lub spowodować nieoczekiwane przesunięcie ładunku. Chwytaki do kręgów lub haki w kształcie litery C zaprojektowane specjalnie do przenoszenia kręgów zapewniają najbezpieczniejszą metodę podnoszenia. Upewnij się, że cały sprzęt dźwigowy jest przystosowany do ciężaru cewki i ma odpowiednie współczynniki bezpieczeństwa.
Przekształcanie zwojów stali walcowanej na gorąco w gotowe produkty wiąże się z różnymi procesami produkcyjnymi, z których każdy uwzględnia specyficzne warunki osiągnięcia optymalnych wyników. Zrozumienie, jak zachowuje się stal walcowana na gorąco podczas różnych operacji, pomaga zaplanować wydajną produkcję i uniknąć typowych problemów.
Cięcie przekształca cewki główne w węższe szerokości dla określonych zastosowań. Linie do cięcia wzdłużnego o dużej prędkości wykorzystują noże okrągłe do cięcia wzdłużnego zwojów podczas przewijania materiału na wiele mniejszych zwojów. Jakość krawędzi zależy od ostrości ostrza i prawidłowego ustawienia – tępe ostrza tworzą zadziory, które wymagają dodatkowych operacji gratowania. Zgorzelina stali walcowanej na gorąco może przyspieszyć zużycie ostrza, dlatego w przypadku cięcia wzdłużnego na dużą skalę może być konieczna częsta wymiana ostrza lub stosowanie narzędzi z węglików spiekanych.
Cięcie na długość przekształca kręgi w płaskie arkusze o określonych wymiarach. Linie przycięte na wymiar rozwijają, spłaszczają i ścinają materiał w arkusze, które można układać w stosy, co ułatwia obsługę i dalsze przetwarzanie. Naprężenia wewnętrzne stali walcowanej na gorąco są minimalne, dlatego cięte arkusze zazwyczaj układają się płasko, bez nadmiernego zwijania się lub wyginania. Jednakże szorstka powierzchnia może powodować ścieranie w przypadku rolek podających i urządzeń poziomujących, co wymaga częstszej konserwacji niż w przypadku walcowania na zimno.
Operacje formowania, w tym gięcie, tłoczenie i walcowanie, dobrze sprawdzają się w przypadku stali walcowanej na gorąco dzięki jej doskonałej ciągliwości. Miękkość materiału w porównaniu ze stalą walcowaną na zimno zmniejsza siły formujące i zużycie narzędzi. Jednakże szorstkie wykończenie powierzchni może wpływać na wygląd w widocznych obszarach i może powodować powstawanie śladów lub zabrudzeń na matrycach. Sprężynowanie jest generalnie mniej problematyczne w przypadku stali walcowanej na gorąco niż stali walcowanej na zimno, co upraszcza obliczenia kąta zgięcia.
Spawanie stali walcowanej na gorąco przebiega bezproblemowo w przypadku najpopularniejszych procesów spawania, w tym MIG, TIG, elektrody otulonej i rdzenia topnikowego. Zgorzelinę powierzchniową należy usunąć z obszarów spawania poprzez szlifowanie, szczotkowanie drutem lub wytrawianie, aby zapewnić solidne spoiny. Skład chemiczny stali walcowanej na gorąco jest zazwyczaj prosty i nie zawiera dużej zawartości stopu, co czyni ją przyjazną dla spawania w przypadku standardowych procedur. W przypadku grubych przekrojów lub gatunków o wysokiej zawartości węgla może być konieczne wstępne podgrzewanie, aby zapobiec pękaniu.
Charakterystyka skrawania stali walcowanej na gorąco mieści się pomiędzy gatunkami swobodnieobrabialnymi a stopami trudnymi do obróbki. Materiał tnie dość dobrze przy użyciu narzędzi z węglików spiekanych lub stali szybkotnącej. Chropowata powierzchnia i potencjalna zgorzelina mogą powodować szybsze stępienie narzędzi skrawających niż obróbka materiałów trawionych lub walcowanych na zimno. Oczekuj umiarkowanej trwałości narzędzia i odpowiednio planuj zmiany narzędzi w operacjach obróbki wielkoseryjnej.
Zapewnienie zgodności zwojów stali walcowanej na gorąco ze specyfikacjami wymaga systematycznej kontroli jakości podczas całej produkcji i przy odbiorze. Te metody testowania i kontroli weryfikują właściwości materiałów i identyfikują defekty, zanim spowodują problemy w produkcji lub obsłudze.
Analiza składu chemicznego potwierdza, że stal spełnia wymagania dotyczące zawartości węgla, manganu, siarki, fosforu i innych pierwiastków stopowych. Młyny zazwyczaj przeprowadzają analizę spektroskopową podczas produkcji i dostarczają certyfikowane raporty z testów walcowni dokumentujące skład. Gdy krytyczne zastosowania wymagają weryfikacji, potwierdzeniem są niezależne testy laboratoryjne z wykorzystaniem optycznej spektroskopii emisyjnej lub fluorescencji rentgenowskiej.
Testowanie właściwości mechanicznych ocenia wytrzymałość na rozciąganie, granicę plastyczności i wydłużenie za pomocą standardowych procedur. Próbki do badań wycięte z próbek kręgów poddawane są próbie rozciągania w celu pomiaru tych właściwości. Wyniki muszą mieścić się w określonych zakresach dla danej oceny. Testowanie twardości metodami Rockwella lub Brinella zapewnia szybką kontrolę względnej wytrzymałości i konsystencji w cewce.
Kontrola wymiarowa sprawdza, czy grubość, szerokość i płaskość spełniają tolerancje. Grubościomierze mierzą w wielu punktach na całej szerokości, aby wykryć ukoronowanie lub pocienienie krawędzi. Pomiary szerokości potwierdzają, że cewka odpowiada zamówionym wymiarom. Płaskość można ocenić wizualnie lub, gdy jest to krytyczne, za pomocą specjalistycznego sprzętu. Kontrola stanu krawędzi sprawdza, czy nie ma pęknięć, pęknięć lub nadmiernej falistości, które mogłyby powodować problemy w obróbce.
Kontrola jakości powierzchni pozwala zidentyfikować defekty, takie jak ubytki kamienia, wgłębienia, zadrapania lub rdza, które mogą mieć wpływ na gotowy produkt. Chociaż stal walcowana na gorąco ma z natury chropowatą powierzchnię, nadmierne defekty wykraczające poza normalną zgorzelinę walcowniczą są niedopuszczalne. Kontrola ma miejsce zazwyczaj podczas rozwijania lub pierwszej obróbki, kiedy można zbadać całą powierzchnię. Poważne wady mogą uzasadniać odmowę lub korektę ceny.
Certyfikaty huty i dokumentacja identyfikowalności zapewniają istotne zapisy dotyczące jakości. Certyfikowane raporty z testów walcowni szczegółowo opisują skład chemiczny, właściwości mechaniczne i procedury testowe dla każdej cewki lub partii produkcyjnej. Prowadzenie tych dokumentów wspiera systemy jakości, wymagania klientów i zgodność z przepisami. Numery cieplne wybite lub namalowane na kręgach umożliwiają śledzenie materiału aż do konkretnej partii produkcyjnej, jeśli pojawią się problemy.
Zwoje stali walcowanej na gorąco uczestniczą w jednym z najskuteczniejszych ekosystemów recyklingu w produkcji. Zrozumienie środowiskowych aspektów produkcji i recyklingu stali pomaga firmom osiągnąć cele w zakresie zrównoważonego rozwoju, jednocześnie potencjalnie obniżając koszty.
Stal nadaje się do nieograniczonego recyklingu bez pogorszenia jakości, co oznacza, że złom stalowy można przetapiać i przekształcać w nowe produkty w nieskończoność. Około 90% stali wykorzystywanej w budownictwie i motoryzacji ostatecznie trafia do recyklingu, a nie na składowanie. Ten wyjątkowy wskaźnik recyklingu sprawia, że stal jest jednym z najbardziej przyjaznych dla środowiska materiałów konstrukcyjnych.
Nowoczesne huty wykorzystują w produkcji znaczną ilość materiałów pochodzących z recyklingu. Młyny z elektrycznym piecem łukowym (EAF) mogą produkować stal z prawie 100% wsadu złomu, podczas gdy huty zintegrowane wykorzystujące wielkie piece zazwyczaj zawierają 25–40% złomu wraz z pierwotną rudą żelaza. Ta zawartość pochodząca z recyklingu zmniejsza zużycie energii, emisję gazów cieplarnianych i wydobycie zasobów naturalnych w porównaniu do produkcji stali wyłącznie z surowców.
Efektywność energetyczna walcowania na gorąco znacznie się poprawiła dzięki postępowi technologicznemu. Systemy odzyskiwania ciepła wychwytują ciepło odpadowe z procesów walcowania i chłodzenia. Sterowane komputerowo operacje optymalizują profile temperatur i harmonogramy walcowania, aby zminimalizować zużycie energii. Nowoczesne huty zużywają około 50% mniej energii na tonę wyprodukowanej stali w porównaniu do zakładów sprzed kilkudziesięciu lat.
Planowanie wycofania z eksploatacji powinno uwzględniać sposób, w jaki produkty ze stali walcowanej na gorąco zostaną poddane recyklingowi. Zasady projektowania uwzględniające demontaż ułatwiają oddzielenie elementów stalowych od innych materiałów podczas rozbiórki lub złomowania. Unikanie materiałów kompozytowych, które są trudne do rozdzielenia, zwiększa wskaźnik recyklingu. Wybór farby i powłoki może również wpływać na możliwość recyklingu — niektóre powłoki komplikują recykling, podczas gdy inne mają minimalny wpływ.
Zarządzanie złomem podczas produkcji pozwala odzyskać cenny materiał i zmniejszyć koszty utylizacji odpadów. Odcięte części, odrzucone części i złom poprodukcyjny mają wartość dla sprzedawców złomu. Porządkowanie złomu według gatunku i utrzymywanie go w stanie wolnym od zanieczyszczeń maksymalizuje wartość. Wielu producentów generuje znaczne przychody ze sprzedaży złomu, które rekompensują koszty surowców.
Przemysł stali walcowanej na gorąco stale się rozwija dzięki innowacjom technologicznym, zmieniającym się wymaganiom rynku i inicjatywom na rzecz zrównoważonego rozwoju. Świadomość tych trendów pomaga producentom przewidywać zmiany i wykorzystywać nowe możliwości.
Zaawansowane gatunki stali o wysokiej wytrzymałości (AHSS) wykraczają poza zastosowania walcowania na zimno i obejmują produkty walcowane na gorąco. Te wyspecjalizowane stale osiągają wyższą wytrzymałość przy niższej masie dzięki starannemu tworzeniu stopów i obróbce termicznej. AHSS trzeciej generacji łączy wyjątkową wytrzymałość z lepszą odkształcalnością, umożliwiając lżejsze konstrukcje, które utrzymują lub poprawiają bezpieczeństwo i trwałość. W zastosowaniach motoryzacyjnych i budowlanych coraz częściej stosuje się te materiały, aby spełnić wymagania dotyczące redukcji masy i wydajności.
Transformacja cyfrowa i technologie Przemysłu 4.0 rewolucjonizują produkcję stali. Systemy monitorowania w czasie rzeczywistym śledzą każdy aspekt operacji walcowania, umożliwiając natychmiastowe korekty w celu utrzymania jakości. Algorytmy konserwacji predykcyjnej przewidują awarie sprzętu, zanim one wystąpią, skracając przestoje. Sztuczna inteligencja optymalizuje harmonogramy walcowania, przewiduje właściwości materiału i poprawia wydajność. Technologie te zwiększają produktywność, jednocześnie poprawiając spójność produktu.
Inicjatywy na rzecz zrównoważonego rozwoju napędzają zmiany w procesach produkcji stali i ofercie produktów. Procesy bezpośredniej redukcji oparte na wodorze zapewniają produkcję stali o niemal zerowej zawartości węgla, choć wdrożenie ich na skalę komercyjną zajmie wiele lat. Technologie wychwytywania i sekwestracji dwutlenku węgla mogą umożliwić dalsze wykorzystanie tradycyjnych wielkich pieców przy drastycznie obniżonej emisji. Fabryki coraz częściej oferują produkty z certyfikowaną zawartością materiałów pochodzących z recyklingu i dokumentacją dotyczącą śladu węglowego, aby wspierać raportowanie klientów dotyczące zrównoważonego rozwoju.
Optymalizacja łańcucha dostaw poprzez lepszą logistykę i zarządzanie zapasami pomaga fabrykom i centrom serwisowym szybciej reagować na potrzeby klientów. Systemy dostaw just-in-time zmniejszają wymagania klientów dotyczące zapasów, zapewniając jednocześnie dostępność materiałów. Pojawiają się cyfrowe rynki, które skuteczniej łączą kupujących i sprzedających, potencjalnie zmniejszając koszty transakcji i poprawiając przejrzystość cen.
Globalne zmiany mocy produkcyjnych w dalszym ciągu zmieniają krajobraz konkurencyjny w miarę przenoszenia produkcji do regionów o niższych kosztach lub bliskości rozwijających się rynków. Zrozumienie tych zmian pomaga kupującym dywersyfikować źródła dostaw i zarządzać ryzykiem. Polityka handlowa, w tym cła, kontyngenty i umowy handlowe, znacząco wpływa na ceny i dostępność, dlatego konieczne jest monitorowanie zmian regulacyjnych w kluczowych regionach produkcyjnych.
Dzięki wysokim właściwościom antykorozyjnym są popularne ...
Pełna nazwa COIL PPGI / PPGL to wstępnie pomalowana cewka...
Port: Zhejiang, Chiny Zalety naszej pomalowanej cewki ...

ZASTOSOWANIE PPGI Konstrukcja:Na zewnątrz:warsztat, ma...




