- nr 8, droga Zaolin,
ulica Longxiang,
tongxiang, zhejiang, chiny - +86 573 89381086[email protected]
- Pliki do pobraniaBroszury PDF
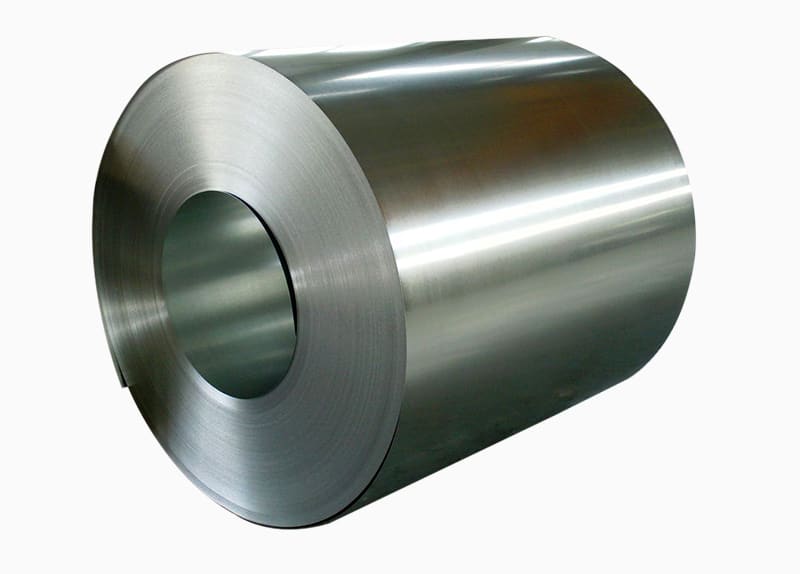
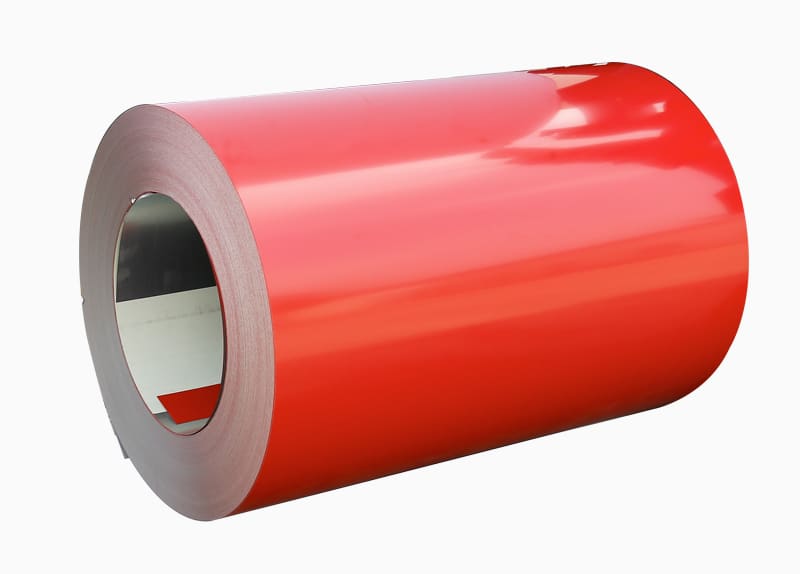
Cewki stalowe powlekane organicznie — powszechnie określane jako cewki ze stali wstępnie malowanej, cewki PPGI (wstępnie malowane żelazo ocynkowane) lub stal walcowana z powłoką organiczną — to zwoje stali, które zostały przetworzone na linii ciągłego powlekania w kręgach, gdzie jedna lub obie powierzchnie są czyszczone, poddawane obróbce chemicznej, gruntowane i wykańczane jedną lub kilkoma warstwami powłoki organicznej przed ponownym zwinięciem do wysyłki. W wyniku tego procesu powstaje spójna, kontrolowana fabrycznie powłoka, która jest znacznie bardziej jednolita i trwała niż malowanie poprodukcyjne nakładane na wycinane lub formowane części.
Podłoże bazowe stosowane do Cewki stalowe powlekane kolorowo mogą się znacznie różnić w zależności od zamierzonego zastosowania. Najpopularniejszym podłożem jest stal cynkowana ogniowo (GI), która zapewnia cynkową ochronę antykorozyjną pod powłoką organiczną. Inne podłoża obejmują galvalume (stal powlekana stopem aluminium i cynku, znana również jako AZ lub Zincalume), stal ocynkowana elektrolitycznie, stal walcowana na zimno (CR) i czasami stal walcowana na gorąco, trawiona i olejowana (HRPO) do zastosowań przemysłowych o większej grubości. Połączenie powłoki metalicznej i organicznej powłoki nawierzchniowej zapewnia powlekanym organicznie produktom w kręgach stalowych wielowarstwową ochronę przed korozją, degradacją pod wpływem promieni UV i uszkodzeniami mechanicznymi.
Proces powlekania zwojami — czasami nazywany linią ciągłego powlekania zwojami lub procesem CCL — to wysoce zautomatyzowana, szybka operacja produkcyjna, podczas której nakłada się powłoki na taśmę stalową przy prędkościach linii, zwykle w zakresie od 60 do 150 metrów na minutę. Zrozumienie etapów produkcji pomaga kupującym ocenić deklaracje jakościowe i zrozumieć, dlaczego produkty powlekane metodą kręgów zachowują się inaczej niż stal malowana konwencjonalnie.
Taśma stalowa przechodzi najpierw przez serię etapów czyszczenia, podczas których usuwane są oleje walcownicze, tlenki powierzchniowe i zanieczyszczenia za pomocą alkalicznych środków czyszczących i płukanek wodnych. Następnie następuje etap chemicznej obróbki wstępnej — zazwyczaj chromianowa, niezawierająca chromianów (na bazie cyrkonu lub tytanu) powłoka konwersyjna z fosforanem żelaza — która tworzy chemicznie aktywną powierzchnię, która sprzyja przyczepności warstwy podkładu i zapewnia dodatkową barierę ochronną przed korozją podpowłokową. Wybór środków chemicznych do obróbki wstępnej staje się coraz ważniejszy, ponieważ presja regulacyjna popycha branżę w kierunku systemów niezawierających chromianów.
Po obróbce wstępnej na jedną lub obie strony taśmy nakłada się warstwę podkładową za pomocą powlekarki walcowej. Podkład — zazwyczaj na bazie żywic epoksydowych, poliuretanowych lub poliestrowych — służy jako warstwa przyczepna pomiędzy obróbką wstępną a powłoką nawierzchniową i często zawiera pigmenty hamujące korozję, takie jak chromian strontu lub fosforan cynku. Zagruntowany pasek przechodzi następnie przez piec do utwardzania, gdzie jest podgrzewany do szczytowej temperatury metalu (PMT) wynoszącej około 200–240°C w celu utwardzania termicznego. Typowa grubość suchej powłoki podkładu wynosi od 5 do 8 mikronów.
Na utwardzony podkład nakładana jest warstwa nawierzchniowa za pomocą drugiej stacji powlekania wałkowego. Jest to warstwa, która zapewnia kolor, połysk i właściwości powierzchni gotowej, wstępnie pomalowanej cewki stalowej. Po nałożeniu pasek przechodzi przez drugi piec do utwardzania – ponownie do temperatury PMT wynoszącej zazwyczaj 220–250°C, w zależności od systemu żywicy – a następnie jest schładzany wodą w celu szybkiego schłodzenia powlekanego paska przed ponownym zwinięciem. Powłokę tylną często nakłada się na odwrotną stronę na etapie podkładu lub powłoki nawierzchniowej, aby zapewnić ochronę przed korozją i odkształcalność niewidocznej powierzchni.
System żywic nawierzchniowych jest najważniejszym wyznacznikiem odporności na warunki atmosferyczne, elastyczności, odporności chemicznej i żywotności produktu ze stali powlekanej organicznie. Różne składy chemiczne żywic oferują różne profile wydajności dostosowane do różnych zastosowań końcowych i warunków ekspozycji.
Standardoweowy poliester jest najczęściej stosowaną żywicą nawierzchniową w branży zwojów stali powlekanej organicznie ze względu na niski koszt, doskonałą przetwarzalność, dobrą gamę kolorów i odpowiednią wydajność do zastosowań wewnętrznych i lekkich zastosowań zewnętrznych. Typowa grubość suchej powłoki wynosi 15–25 mikronów. Standardowe powłoki PE mają ograniczoną odporność na promieniowanie UV i generalnie nie są zalecane do zastosowań w architekturze zewnętrznej, których żywotność przekracza 10 lat w trudnych warunkach. Najczęściej stosuje się je do pokryć dachowych wnętrz, ogólnych okładzin przemysłowych, paneli urządzeń i regałów.
Powłoki poliestrowe modyfikowane krzemem zawierają żywicę silikonową w szkielecie poliestrowym, znacznie poprawiając odporność na promieniowanie UV i odporność na ciepło w porównaniu ze standardowym PE. Powłoki SMP są szeroko stosowane do zewnętrznych pokryć dachowych i okładzin elewacyjnych w klimacie umiarkowanym, a ich trwałość projektowa wynosi zwykle 15–20 lat pod względem zachowania koloru i odporności na kredę. Grubość folii jest podobna do standardowego PE i wynosi 20–25 mikronów. SMP zapewnia dobrą równowagę wydajności i kosztów w głównych zastosowaniach budowlanych.
Żywice HDP składają się ze szkieletów poliestrowych o wyższej masie cząsteczkowej i zoptymalizowanych pakietów stabilizatorów UV, aby zapewnić lepszą odporność na warunki atmosferyczne w porównaniu ze standardowym PE bez konieczności ponoszenia pełnych kosztów PVDF. Powłoki HDP są coraz częściej określane jako opłacalna opcja średniej klasy do zastosowań zewnętrznych, gdzie wydajność SMP jest na granicy, ale pełna specyfikacja PVDF nie jest uzasadniona komercyjnie. Typowy projektowany okres trwałości wynosi 20–25 lat w przypadku odporności na kredę w klimacie umiarkowanym.
Powłoki na bazie PVDF – sprzedawane pod nazwami handlowymi takimi jak Kynar 500 i Hylar 5000 – reprezentują najwyższą klasę kolorowych powłok nawierzchniowych ze stali w kręgach i stanowią punkt odniesienia dla zastosowań architektonicznych o długiej żywotności. Szkielet fluoropolimerowy zapewnia wyjątkową odporność na promieniowanie UV, kredowanie, blaknięcie kolorów, ataki chemiczne i zatrzymywanie brudu. Standardowe receptury zawierają 70% żywicy PVDF i 30% akrylu. Grubość powłoki wynosi zazwyczaj 25–27 mikronów w przypadku standardowego systemu dwuwarstwowego. Cewki ze stali kolorowej pokrytej PVDF są przeznaczone do wysokiej klasy pokryć dachowych architektonicznych, ścian osłonowych i okładzin elewacyjnych, gdzie wymagane są okresy gwarancji wynoszące 30–40 lat. Żywice fluoroetylenowo-winylowe (FEVE) oferują porównywalną wydajność i zyskują coraz większy udział w rynku rozpuszczalnikowych powłok architektonicznych.
Powłoki plastizolowe to grube powłoki na bazie PVC, nakładane w postaci suchej powłoki o grubości 100–200 mikronów, tworzące powierzchnię o wysoce teksturowanej powierzchni o doskonałej odporności na zarysowania, odkształcalności i właściwościach tłumiących akustycznie. Są powszechnie stosowane do pokryć dachowych, okładzin ściennych i budynków rolniczych na rynkach Europy Północnej. Głównymi ograniczeniami Plastizolu są stosunkowo słaba odporność na promieniowanie UV w porównaniu z PVDF i tendencja do kredowania w środowiskach o wysokim stopniu promieniowania UV, chociaż warianty stabilizowane promieniami UV znacznie poprawiają trwałość na zewnątrz.
Kręgi stali powlekanej kolorowo są produkowane i sprzedawane zgodnie z szeregiem norm krajowych i międzynarodowych, które określają klasę podłoża, wagę powłoki, właściwości mechaniczne i jakość powierzchni. Znajomość najważniejszych standardów zapobiega błędom specyfikacji i nieporozumieniom w łańcuchu dostaw.
| Standard | Region | Zakres |
| EN 10169 | Europa | Płaskie wyroby stalowe powlekane organicznie w sposób ciągły – wymagania i badania |
| ASTM A755 | USA | Blacha stalowa powlekana metalicznie metodą zanurzania na gorąco i wstępnie malowana metodą powlekania zwojowego |
| JIS G3312 | Japonia | Wstępnie pomalowane blachy i kręgi stalowe, ocynkowane ogniowo i powlekane stopem cynku i żelaza |
| GB/T 12754 | Chiny | Blachy i taśmy stalowe powlekane organicznie – norma krajowa obejmująca produkty PPGI i PPGL |
| JAK 1397 | Australia/Nowa Zelandia | Blacha i taśma stalowa — cynkowana ogniowo lub powlekana aluminium/cynkiem, odpowiednia dla Colorbond i podobnych produktów PPGL |
W przypadku zaopatrywania się w zwoje stali powlekanej organicznie na arenie międzynarodowej — zwłaszcza z hut w Chinach lub Azji Południowo-Wschodniej — istotne jest potwierdzenie, według jakiego standardu produkt jest wytwarzany, ponieważ stopnie właściwości mechanicznych, gramatura powłoki cynkowej i tolerancje grubości folii znacznie różnią się w zależności od normy. Zawsze żądaj certyfikatów testów walcowni (MTC), które wyraźnie odwołują się do obowiązującej normy i zawierają zmierzone wartości masy powłoki cynkowej, grubości suchej powłoki, poziomu połysku i wyników testu zginania w kształcie litery T.

Kupowanie zwojów stali walcowanej powlekanej organicznie bez dokładnego sprawdzenia specyfikacji technicznej jest jednym z najczęstszych źródeł problemów z wydajnością i sporów gwarancyjnych w budownictwie i produkcji. Oto krytyczne parametry do określenia i sprawdzenia:
Cewki stalowe powlekane organicznie to jeden z najbardziej wszechstronnych dostępnych materiałów konstrukcyjnych i przemysłowych, obsługujący niezwykłą gamę rynków końcowych. Zrozumienie, gdzie i jak są używane, pomaga kupującym dostosować specyfikację produktu do rzeczywistych wymagań dotyczących usług.
Budownictwo jest zdecydowanie największym na świecie sektorem końcowego przeznaczenia zwojów stali powlekanej organicznie, pochłaniającym szacunkowo 60–70% całkowitej produkcji. Zastosowania obejmują profilowane blachy dachowe, panele okładzin ściennych, systemy dachowe na rąbek stojący, kompozytowe płyty warstwowe, fasady przeciwdeszczowe, systemy rynien i wody deszczowej oraz elementy konstrukcji stalowych. W przypadku pokryć dachowych i okładzin, podłoża PPGL (wstępnie malowane galvalume) na bazie galvalume z powłokami nawierzchniowymi SMP lub PVDF są coraz bardziej preferowane w porównaniu z ocynkowanymi PPGI ze względu na doskonałą odporność na korozję powłoki ze stopu aluminiowo-cynkowego.
Lodówki, pralki, klimatyzatory, kuchenki mikrofalowe i zmywarki wykorzystują panele stalowe powlekane kolorowo jako zewnętrzne i wewnętrzne elementy korpusu. Wężownica ze stali wstępnie pomalowanej do zastosowań przemysłowych wymaga doskonałej odporności na zarysowania, odporności chemicznej na detergenty i środki czyszczące, gładkiej powierzchni i spójnego koloru przy dużych nakładach produkcyjnych. Najczęściej stosowane są powłoki na bazie poliestru i poliuretanu, często ze specjalną obróbką powierzchni widocznych paneli zapobiegającą pozostawianiu odcisków palców lub antybakteryjną.
Przyczepy ciężarówek, wagony kolejowe, panele nadwozia autobusu, drzwi kontenerów i wykładziny kontenerów transportowych są produkowane z kręgów stali powlekanej organicznie. Zastosowania te wymagają wysokiej odporności na uderzenia, dobrej odkształcalności w przypadku złożonych kształtów paneli oraz trwałości w warunkach powtarzających się naprężeń mechanicznych i ekspozycji na warunki atmosferyczne. W tym sektorze często wybiera się grube powłoki z plastizolu lub grubopowłokowego poliestru ze względu na ich doskonałą odporność na odpryski i ścieranie.
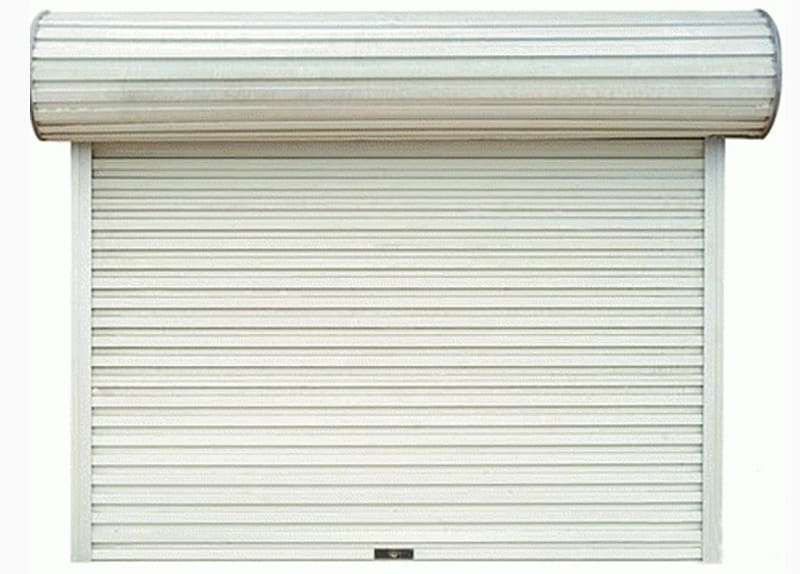
Stalowe regały magazynowe, systemy regałów, panele szafek, meble biurowe, bramy garażowe i obudowy przemysłowe są produkowane w dużych ilościach z kręgów stali powlekanej organicznie. W tych zastosowaniach głównym czynnikiem jest efektywność kosztowa, a standardowe powłoki poliestrowe na ocynkowanym podłożu Z100–Z140 są zazwyczaj wystarczające. Spójność kolorów i jakość powierzchni są ważne tam, gdzie gotowe produkty będą widoczne w sklepach lub biurach.
Dwa dominujące typy podłoża dla zwojów stali powlekanej organicznie — PPGI (wstępnie pomalowane żelazo ocynkowane, ocynkowane) i PPGL (wstępnie pomalowane żelazo galwaniczne, pokryte aluminium i cynkiem) — są często mylone lub używane zamiennie przez kupujących, ale mają znacząco różne profile wydajności, które powinny decydować o wyborze podłoża.
| Własność | PPGI (ocynkowane) | PPGL (Galvalume / AZ) |
| Skład powłoki metalicznej | Czysty cynk (99% Zn) | 55% Al, 43,5% Zn, 1,5% Si |
| Odporność na korozję płaskich powierzchni | Dobrze | Znakomity (2–4× lepszy niż GI) |
| Najwyższa odporność na korozję | Doskonała (ofiarna ochrona cynkowa) | Umiarkowane (mniej ofiarne działanie) |
| Odporność na ciepło | Umiarkowany (cynk topi się w temperaturze 420°C) | Dobrze (Al content raises resistance) |
| Formowalność | Bardzo dobrze | Dobrze (slightly less ductile) |
| Koszt względny | Niższy | Nieco wyżej |
| Najlepiej nadaje się do | AGD, budownictwo ogólne, użytkowanie wnętrz | Dachy o długiej żywotności, środowiska przybrzeżne i agresywne |
W przypadku większości zewnętrznych pokryć dachowych i okładzin o długiej żywotności – szczególnie w środowiskach przybrzeżnych, przemysłowych lub tropikalnych – preferowanym podłożem jest PPGL ze względu na jego znacznie lepszą ogólną odporność na korozję. Tam, gdzie blachy profilowane są przycinane na wymiar na miejscu i ochrona krawędzi ciętych jest głównym problemem, korzystne jest działanie cynku ochronnego PPGI. Na wielu rynkach oba rodzaje podłoża są oferowane w tym samym systemie powłok i zakresie kolorów, więc wybór jest prostą decyzją dotyczącą stosunku wydajności do kosztów, opartą na konkretnym środowisku ekspozycji.
Wstępnie pomalowane zwoje stalowe są podatne na kilka form uszkodzeń podczas przechowywania i przenoszenia, którym można całkowicie zapobiec, stosując odpowiednie procedury. Uszkodzenia powstałe na tym etapie są często nieodwracalne i skutkują kosztownymi odmowami materiałów lub zmniejszoną wydajnością usług.
Dzięki wysokim właściwościom antykorozyjnym są popularne ...
Pełna nazwa COIL PPGI / PPGL to wstępnie pomalowana cewka...
Port: Zhejiang, Chiny Zalety naszej pomalowanej cewki ...

ZASTOSOWANIE PPGI Konstrukcja:Na zewnątrz:warsztat, ma...




